
Page 145 - 2018表面处理年鉴
P. 145
展·会·特·刊
采用250ml赫尔槽,阴极为紫铜片,阳极为镍板, 4.4 工艺范围宽、易维护
搅拌方式为玻璃棒在镀液中1秒钟来回一次,电流2A, 镍铁镀液中铁离子不是杂质,而是溶液的有机组成
时间5分钟,镀层整片镜面光亮。整平性能采用转盘电极 部分,溶液中的稳定剂既
阳极溶出法,测定值L为98%。实际使用:镍铁合金电 可以防止Fe 氧化成Fe ,又可以防止Fe 被氧化
3+
2+
2+
镀生产线,椅架、椅子圆盘底座电镀镍铁合金6分钟,达 成Fe 后而生成沉淀。溶液pH值低,即使产生三价铁也
3+
到镜面光亮。 不易形成氢氧化铁絮状沉淀,故镀层不容易产生毛刺。
电镀镍铁合金的设备与镀镍几无区别,所不同的 实践表明,正常工作时,每个月进行一到两次的过滤机
2+
3+
是镍铁合金镀液为防止Fe 氧化成Fe 不可采用空气搅 加活性炭的杂质吸附处理,可使溶液大处理得周期维持
拌。以往,镍铁合金工艺都是采用阴极移动。随着用户 在一年以上。
对电镀工艺的出光速度和镀层饱满度的要求不断提高,
4.5 使用成本低,节镍省镍
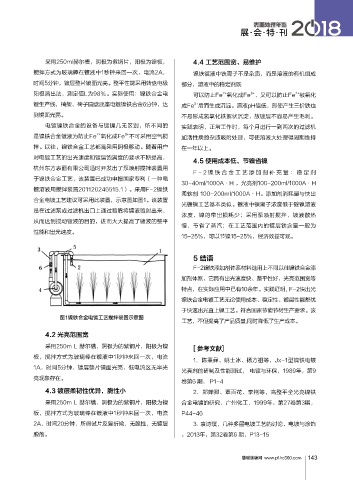
杭州东方表面有限公司适时开发出了泵喷射搅拌装置用
F - 2 镍 铁 合 金 工 艺 添 加 剂 补 充 量 : 稳 定 剂
于镍铁合金工艺,该装置已成功申报国家专利(一种电
30-40ml/1000A·H.,光亮剂100-200ml/1000A·H.
镀溶液用搅拌装置201120246515.1)。采用F-2镍铁
柔软剂.100-200ml/1000A·H。添加剂消耗量与快出
合金电镀工艺建议可采用此装置,示意图如图1。该装置
光镀镍工艺基本类似。镀液中镍离子浓度低于镀镍溶液
是在过滤泵或过滤机出口上通过喷嘴将镀液喷射出来,
浓度,镍的带出损耗少;采用泵喷射搅拌,镀液散热
从而达到搅动镀液的目的,进而大大提高了镀液的整平
慢,节省了蒸汽;在工艺范围内的镀层铁含量一般为
性能和出光速度。
15-25%,可以节镍15-25%,经济效益可观。
5 结语
F-2镍铁添加剂体系材料选用上不同以往镍铁合金添
加剂体系,它具有出光速度快、整平性好,光亮范围宽等
特点,在实际应用中已有10余年。实践证明,.F-2快出光
镍铁合金电镀工艺无论使用成本、稳定性、镀层性能都优
于快速出光直上镍工艺。符合国家节能节材生产要求。该
图1镍铁合金电镀工艺搅拌装置示意图
工艺,不但提高了产品质量,同时降低了生产成本。
4.2 光亮范围宽
采用250m.L.赫尔槽,阴极为的紫铜片,阳极为镍 [ 参考文献]
板,搅拌方式为玻璃棒在镀液中1秒钟来回一次,电流
1.陈秉彝、姚士冰、杨方祖等,Jx-1型镍铁电镀
1A,时间5分钟,镀层整片镜面光亮,低电流区无半光
光亮剂的研制及性能测试,.电镀与环保,1989年,第9
亮现象存在。
卷第6.期,.P1-4
4.3 镀层柔韧性优异,脆性小 2.郑婵卿、覃百花、李荆等,高整平全光亮镍铁
采用250m.L.赫尔槽,阴极为的紫铜片,阳极为镍 合金电镀的研究,广州化工,1999年,第27卷第3期,
板,搅拌方式为玻璃棒在镀液中1秒钟来回一次,电流 P44-46
2A,时间20分钟,所得试片反复折拗,无脆性,无镀层 3..袁诗璞,几种多层电镀工艺的讨论,电镀与涂饰.
脱落。 ,2013年,第32卷第6.期,P13-15
慧聪涂装网 www.pf.hc360.com