
Page 137 - 2019表面处理年鉴
P. 137
展 会 特 刊
机运方式 特点
1)生产高度柔性化,适用于小批量、多车型混线生产;
多功能穿梭输送 2)车身可以任意角度入槽,槽内可以摆动,电泳效果好;
3)控制系统复杂、投资及维护成本大
1)用于连续式生产,生产节拍快,年产20万辆以上电泳车身生产线;
360°旋转反向全浸式输送 2)车身360°旋转,电泳内腔漆膜上漆率高,电泳质量好;
3)结构复杂、投资及维护成本大
4 工艺设备的维护 金拼接后,都会存在拼接后的缝隙或搭接面,一般称为
首先,吊具、滑橇经过长时间的运行,电泳漆膜 “焊缝”。车身电泳时,焊缝内是无法进行电泳成膜
附着较厚,影响车身内腔电泳质量,故需要定期清洗, 的,车辆在行驶时,大量的水汽等腐蚀介质会进入焊
去除表面积漆,保证与车身良好的导电性及内腔电场分 缝,造成焊缝内腐蚀。通常采用PVC胶对焊缝进行密
布。 封,阻断外界腐蚀性介质的进入,提高防腐年限。一般
其次,阳极系统经过长时间运行后,阳极膜表面会 分为底盘轮罩区域/发动机舱区域、流水槽/流水面区域、
产生细菌,对于车身内腔电泳质量也有较大影响。在日 门盖折边,这三个区域受腐蚀介质影响最大,如雨水、
常的生产过程中,除了采用一定杀菌手段遏制细菌大量 机油汽油挥发物等。
产生,同时需要根据阳极系统使用情况,制定周期性工 对底盘轮罩、发动机舱区域采用机器人或人工密封
艺维护计划,对阳极系统进行彻底清洗除菌。 均可,通过工艺枪嘴将密封胶涂覆在缝隙或搭接面上,
再次,电泳槽液随着白车身不断的进出,长时间运 胶宽10~15.mm,胶厚2~3.mm。
行后,超滤系统无法清除槽液的一些杂质和金属离子, 流水槽/流水面区域一般采用人工挤胶的方式,通过
同时会给超滤系统带来承重的负担,导致超滤系统故障 工艺枪嘴将密封胶挤在缝隙或搭接面上,然后用毛刷刷
及槽液参数不稳定。一般根据生产线体情况,6~12月进 平。需要注意的是,有些型面需要与零部件匹配的(如
行一次电泳槽液倒槽维护,对超滤系统、槽体、喷淋等 尾灯),将这些型面的缝隙周围的残胶全部清除,以免
彻底清洁,保障槽液参数。 影响零部件装配,只保留缝隙内胶密封即可。
门盖折边区域一般采用人工密封,通过工艺枪嘴将
5 辅助防腐措施 密封胶涂覆在折边处,胶宽根据折边宽度一般在5.mm
汽车车身是通过不同形状的冲压件拼接而成的一 左右,胶厚2~3.mm,既美观有起到密封防腐的作用。
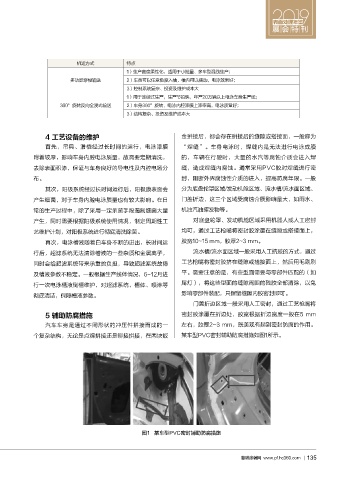
个复杂结构,无论是点焊拼接还是铆接拼接,在两块钣 某车型PVC密封辅助防腐措施如图1所示。
图1 某车型PVC密封辅助防腐措施
慧聪涂装网 www.pf.hc360.com