
Page 133 - 2019表面处理年鉴
P. 133
展 会 特 刊
2 静电喷涂的工艺参数优化 离公式(1)所示:
静电喷涂涂层质量优劣与不但与静电喷涂工艺参数 E=U/L...........(1)
如静电压、喷涂距离、喷枪角度及喷嘴型号有关,同时 E-静电场的平均电场强度,V/cm;
与所选用涂料特性如黏度、电阻率等息息相关。 U-静电喷枪上所加的直流电压,V;
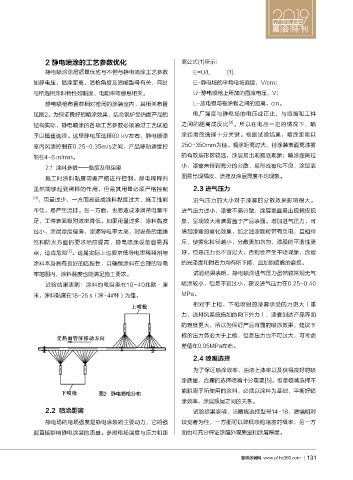
静电喷枪布置在相对密闭的涂装室内,其相关布置 L-放电极与被涂物之间的距离,cm。
见图2。为保证良好的喷涂效果,结合锅炉受热面产品的 电厂强度与静电场的电压成正比,与喷嘴和工件
[3]
结构实际,静电喷涂的各项工艺参数必须通过工艺试验 之间的距离成反比 。所以在电压一定的情况下,喷
予以慎重选择。这里静电压选择60.kV左右,静电喷漆 涂距离的选择十分关键。根据试验结果,喷涂距离以
室内风速控制在0.25-0.35m/s之间,产品移动速度控 250-350mm为佳。喷涂距离过大,待涂装表面离漆雾
制在4-6.m/min。 的有效扇形区较远,涂层易出现露底现象;喷涂距离过
2.1..涂料参数——黏度及电阻率 小,漆雾未得到充分的分散,易形成雾化不良,涂层表
施工时涂料黏度需要严格进行控制。静电稀释剂 面易出现橘皮、流挂及涂层厚度不均现象。
虽然能够起到稀释的作用,但是其用量必须严格控制 2.3 进气压力
[4] 。用量过少,一方面易造成涂料黏度过大,施工性能 进气压力的大小对于漆雾的分散效果影响很大。
不佳,易产生流挂。另一方面,也易造成漆滴带电量不 进气压力过小,漆雾不易分散,涂层表面易出现橘皮现
足,工件表面吸附效率降低。如果用量过多,涂料黏度 象,呈现较大液滴覆盖于产品表面。增加进气压力,可
过小,涂层厚度偏薄,漆滴导电率太高,对设备的绝缘 增加漆雾的雾化效果,加之油漆颗粒带有负电,互相排
性和防火方面的要求相应提高,静电喷涂设备容易漏 斥,使雾化粒径越小,分散更加均匀,漆膜的平滑性更
[2]
点,造成危险 。这是实际上也要求低导电率稀释剂与 好。但是压力也不宜过大,否则会产生干喷现象,涂层
涂料本身具有良好的匹配性,以确保涂料在合理的导电 的光泽度和附着力均有所下降,且加剧喷嘴的磨损。
率范围内,涂料黏度也能满足施工要求。 试验结果表明,静电喷涂进气压力虽然较常规无气
试验结果表明:涂料的电阻率在10-40兆欧·厘 喷涂较小,但是不宜过小,建议进气压力在0.25-0.40.
米,涂料黏度在18-25.s(涂-4#杯)为佳。 MPa。
相对于上枪,下枪喷射的漆雾承受的力更大(重
力、送排风系统施加的向下外力),漆雾到达产品界面
的难度更大,所以为保证产品背面的喷涂效果,建议下
枪的压力务必大于上枪,但是压力也不可过大,可考虑
差值在0.05MPa左右。
2.4 喷嘴选择
为了保证喷涂效率、油漆上漆率以及获得良好的喷
涂质量,合理的选择喷嘴十分重要[5]。但是喷嘴选择不
能脱离于所使用的涂料,必须以涂料为基础,平衡好喷
图2 静电喷枪分布
涂效率、涂层质量之间的关系。
2.2 喷涂距离 试验结果表明,当喷嘴选择型号14-18,喷幅相对
静电场的电场强度是静电涂装的主要动力,它的强 较宽者为佳,一方面可以降低喷枪堵塞的概率,另一方
弱直接影响静电涂装的质量。参照电场强度与压力和距 面也可充分保证涂层外观质量和涂层厚度。
慧聪涂装网 www.pf.hc360.com