
Page 219 - 2019涂料产业研究报告
P. 219
2019涂料产业研究报告 总第 16 期
完成后,都需要进行固化成膜,所以每一套喷涂设备 家电涂装采用的粉末固化工艺为180±10℃,烘烤
连接的都是一套固化炉和相应的冷却炉,炉内温度实 15±5min,属正常固化。
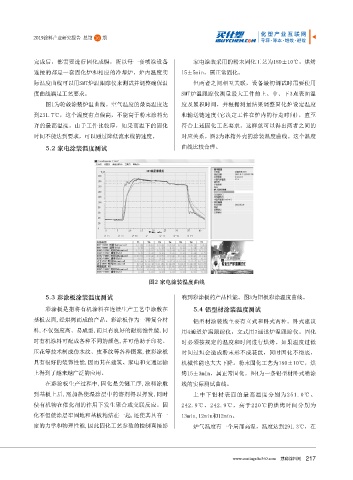
际温度曲线可以用SMT炉温跟踪仪来测试并调整确保温 但两者之间相互关联,设备最初调试时需要使用
度曲线满足工艺要求。 SMT炉温跟踪仪测量最大工件的上、中、下3点表面温
图1为轮毂涂装炉温曲线。空气温度的最高温度达 度及累积时间,并根据测量结果调整固化炉设定温度
到231.7℃,这个温度有点偏高,不能高于粉末涂料允 和输送链速度(它决定工件在炉内的行走时间),直至
许的最高温度。由于工件比较厚,如果高温下的固化 符合上述固化工艺要求。这样就可以得出两者之间的
时间不能达到要求,可以通过降低流水线的速度。 对应关系。图2为冰箱外壳的涂装温度曲线。这个温度
5.2 家电涂装温度测试 曲线比较合理。
图2 家电涂装温度曲线
5.3 彩涂板涂装温度测试 响到彩涂板的产品性能。图3为铝板彩涂温度曲线。
彩涂板是指将有机涂料在连续生产工艺中涂敷在 5.4 铝型材涂装温度测试
基板表面,经烘烤而成的产品。彩涂板作为一种复合材 铝型材涂装线主要有立式和卧式两种。卧式建议
料,不仅强度高、易成型,而且有良好的耐腐蚀性能,同 用4通道炉温跟踪仪,立式用7通道炉温跟踪仪。固化
时有机涂料可配成各种不同的颜色,并可借助于印花、 时必须按规定的温度和时间进行烘烤。如果温度过低
压花等技术制成仿木纹、皮革纹等各种图案,使彩涂板 时间过短会造成粉末形不成花纹,同时因化不彻底,
具有很好的装饰性能,因而其在建筑、家电和交通运输 机械性能也大大下降。粉末固化工艺为180±10℃,烘
上得到了越来越广泛的应用。 烤15±3min,属正常固化。图4为一条铝型材卧式喷涂
在彩涂板生产过程中,固化是关键工序,涂料涂敷 线的实际测试曲线。
到基板上后,需加热使湿涂层中的溶剂得以挥发,同时 上中下铝材表面的最高温度分别为251.0℃、
使有机物在催化剂的作用下发生聚合或交联反应。固 242.9℃、242.9℃,高于220℃的烘烤时间分别为
化不但使涂层牢固地和基板粘结在一起,还使其具有一 13min,12min和12min。
定的力学和物理性能,因此固化工艺参数的控制直接影 炉气温度有一个局部高温,温度达到291.3℃,在
www.coatings.hc360.com 慧聪涂料网