
Page 75 - 2019表面处理年鉴
P. 75
展 会 特 刊
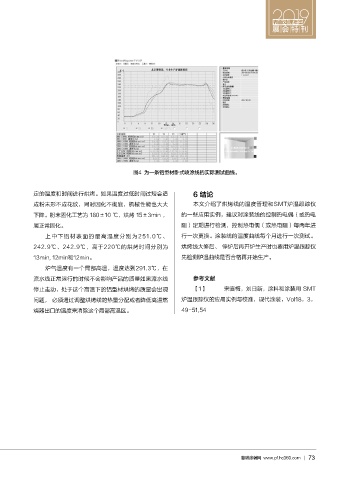
图4 为一条铝型材卧式喷涂线的实际测试曲线。
定的温度和时间进行烘烤。如果温度过低时间过短会造 6 结论
成粉末形不成花纹,同时因化不彻底,机械性能也大大 本文介绍了烘烤线的温度管理和SMT炉温跟踪仪
下降。粉末固化工艺为.180±10.℃,烘烤.15±3min., 的一些应用实例,建议对涂装线的控制热电偶(或热电
属正常固化。 阻)定期进行检测,控制热电偶(或热电阻)每两年进
上中下铝材表面的最高温度分别为251.0℃、 行一次更换。涂装线的温度曲线每个月进行一次测试。.
242.9℃、242.9℃,高于220℃的烘烤时间分别为 烘烤线大修后、.停炉后再开炉生产时也要用炉温跟踪仪
13min,.12min和12min。 先检测炉温曲线是否合格再开始生产。
炉气温度有一个局部高温,温度达到291.3℃,在
流水线正常运行的时候不会影响产品的质量如果流水线 参考文献
停止走动,处于这个高温下的铝型材烘烤的质量会出现 【1】. 宋喜梅,刘日新,涂料和涂装用.SMT.
问题,.必须通过调整烘烤线的热量分配或者降低高温燃 炉温跟踪仪的应用实例与校准,现代涂装,Vol18,3,
烧器出口的温度来消除这个局部高温区。 49-51,54
慧聪涂装网 www.pf.hc360.com