
Page 73 - 2019表面处理年鉴
P. 73
展 会 特 刊
4 测试方法与步骤 炉温跟踪仪出炉后,通过数据线将已记录的温度数
4.1 设置采样周期 据下载到电脑中,通过专用分析软件进行数据分析。
在设置软件或炉温跟踪仪显示屏上设置采样周期, 3.5.保存测试温度数据,同时记录烘烤炉实际的设
有1s,.2s,.5s,.10s,.20s等可选,通常设置为1s。. 定炉温和流水线的速度,.对测试结果进行分析。
4.2 固定热电偶在工件上
5 实际测试实例
将热电偶热端固定在被测工件表面,用一根炉气热
5.1 铝合金轮毂涂装温度测试
电偶测试炉气温度。.
汽车铝合金轮毂越来越多地采用粉末涂料涂装,
粘贴热电偶:采用高温胶带把热电偶粘贴在工件表
目前我国铝轮毂行业主要采用透明粉进行面涂。涂装是
面,特别适合厚度在2mm以内的金属件、塑料、异型工
铝合金轮毂生产的最后工序,该工序的主要功能是增加
件等。特点是响应时间短。
轮毂在驾驶过程中在各种环境下的抗腐蚀性和外表的美
夹子热电偶:固定方便,适合于各种铝合金工件。
观,可以根据用户的需求进行不同颜色的喷涂。轮毂底
磁铁热电偶:只适合于各种铁质工件,不适合不锈
涂、色漆喷涂、透明层喷涂等每一层喷涂完成后,都需
钢、铝、塑料等工件;缺点是响应时间长。
要进行固化成膜,所以每一套喷涂设备连接的都是一套
至少测试一点炉内气氛温度。
固化炉和相应的冷却炉,炉内温度实际温度曲线可以用
4.3 进炉测试
SMT炉温跟踪仪来测试并调整确保温度曲线满足工艺要
在进炉之前,打开炉温跟踪仪开关,开始记录。炉
求。
温跟踪仪和工件一起进炉,.记录并保存工件在整个固化过
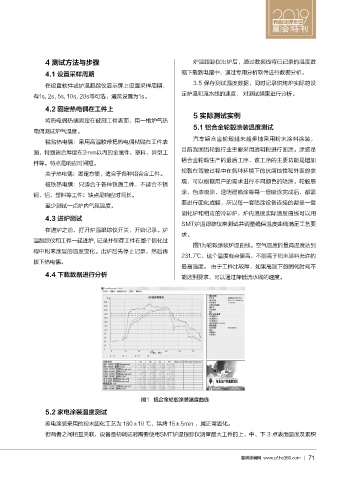
图1为轮毂涂装炉温曲线。空气温度的最高温度达到
程中粉末涂层的温度变化。出炉后先停止记录,然后再
231.7℃,这个温度有点偏高,不能高于粉末涂料允许的
拔下热电偶。
最高温度。.由于工件比较厚,如果高温下的固化时间不
4.4 下载数据进行分析 能达到要求,可以通过降低流水线的速度。
图1 铝合金轮毂涂装温度曲线
5.2 家电涂装温度测试
家电涂装采用的粉末固化工艺为.180±10.℃,烘烤.15±5min.,属正常固化。
但两者之间相互关联,设备最初调试时需要使用SMT炉温跟踪仪测量最大工件的上、中、下.3.点表面温度及累积
慧聪涂装网 www.pf.hc360.com