
Page 71 - 2019表面处理年鉴
P. 71
展 会 特 刊
左右时,无论从镀层外观还是效率上都能取得较满意的 高。本公司润湿剂主要为一些表面活性剂,含量过高镀
效果。 液易产生泡沫,影响生产。实际生产中,高速镀中镀液
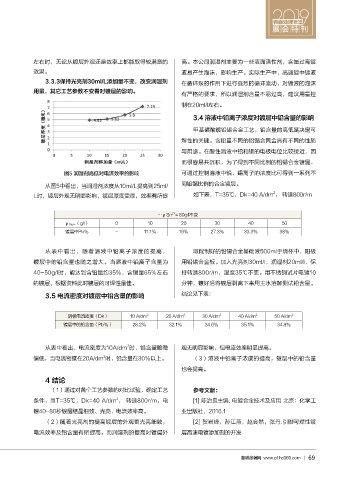
3.3.3保持光亮剂30ml/L添加量不变,改变润湿剂 在循环泵的作用下进行强烈的循环流动,对镀液的泡沫
用量,其它工艺参数不变看对镀层的影响。
有严格的要求,所以润湿剂含量不易过高,建议用量控
制在20ml/l左右。
3.4 溶液中铅离子浓度对镀层中铅含量的影响
甲基磺酸镀铅锡合金工艺,铅含量的高低是决定可
焊性的关键。含铅量不同的铅锡合同金具有不同的性质
与用途。在酸性溶液中铅和锡的电极电位比较接近,因
而很容易共沉积,为了得到不同比例的铅锡合金镀层,
图5 润湿剂高低对电流效率的影响 可通过控制溶液中铅、锡离子的浓度比可得到一系列不
从图5中看出,当润湿剂浓度从10ml/L提高到25ml/ 同铅锡比例的合金镀层。
2
L时,镀层外观无明显影响,镀层厚度变厚,效率有所提 如下表,T=35℃,Dk=40.A/dm ,.转速800r/m
2+
…ρSn =.80g/l不变
ρ Pb2+ (g/l) 0 10 20 30 40 50
镀层中Pb% - 11.1% 19% 27.3% 33.3% 38%
从表中看出,随着溶液中铅离子浓度的提高, 取配制好的铅锡合金基础液500ml于烧杯中,阳极
镀层中的铅含量也随之增大。当溶液中铅离子含量为 用铅锡合金板。加入光亮剂30ml/l,润湿剂20ml/l,保
40-50g/l时,能达到含铅量约35%,含锡量65%左右 持转速800r/m,温度35℃不变。用不锈钢试片电镀10
的镀层。根据资料此时镀层的可焊性最佳。 分钟,镀好后将镀层剥离下来用王水溶解测试铅含量。
3.5 电流密度对镀层中铅含量的影响 结论见下表:
阴极电流密度(Dk) 10.A/dm 2 20.A/dm 2 30.A/dm 2 40.A/dm 2 50.A/dm 2
镀层中的铅含量(Pb%) 28.2% 32.1% 34.6% 35.1% 34.8%
2
从表中看出,电流密度为10A/dm 时,铅含量略微 观无明显影响,但电流效率明显提高。
2
偏低,当电流密度在20A/dm 时,铅含量在30%以上。 (3)溶液中铅离子浓度的提高,镀层中的铅含量
也会提高。
4 结论
...(1)通过对各个工艺参数的对比试验,确定工艺 参考文献:
2
条件,当T=35℃,Dk=40.A/dm ,.转速800r/m,电 [1].陈治良主编..电镀合金技术及应用.北京:化学工
镀40-80秒镀层结晶细致、光亮,电流效率高。 业出版社,2016.1
(2)随着光亮剂的提高镀层的外观更光亮细致, [2].贺岩峰,孙江燕,赵会然,张丹.引脚可焊性镀
电流效率及铅含量有所提高。而润湿剂的提高对镀层外 层高速电镀添加剂的开发..
慧聪涂装网 www.pf.hc360.com