
Page 212 - 2019涂料产业研究报告
P. 212
工艺应用
Process and Application
研磨无树脂水浆的方法。这就涉及到水性环氧涂料生 失,带来整个体系的不稳定性。
产工艺和油性的差别。如前面所述,因为环氧树脂的 2.3 不同涂料配方间性能对比
乳化要么是添加乳化剂机械乳化,要么是内嵌亲水结 2.3.1 不同成膜物质间性能比较
构化学乳化,最终乳化出的树脂均是多相体系。大家
涂料人都知道,在涂料体系中“三分涂料七分施
都知道,在我们涂料生产过程中,主要的工艺就是搅 工”,而成膜物质(也即树脂)可以说基本上又决定
拌和研磨。搅拌和研磨时会产生很大的剪切力,而剪 着这涂料“三分”里面的80%。所以,在一个水性环氧
切力则是会影响水性环氧这种多相体系的稳定性的, 涂料研发中,环氧树脂和固化剂的选择就显得尤为重
高剪切力有可能会造成对整个乳化体系的破坏(最常 要。在选择树脂的时候,我们可以采用平行对比的方
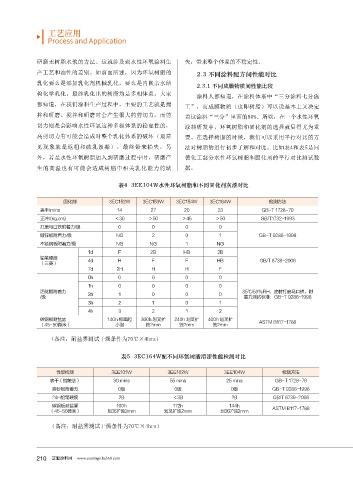
见现象就是返粗和破乳絮凝),最终带来损失。另 法对树脂的进行初步了解和对比。比如表4和表5是同
外,若是水性环氧树脂加入到研磨过程中时,研磨产 德化工部分水性环氧树脂和固化剂的平行对比测试数
生的高温也有可能会造成树脂中相关乳化能力的缺 据。
表4 3EE104W水性环氧树脂和不同固化剂灰漆对比
固化剂 3EC152W 3EC153W 3EC154W 3EC164W 检测方法
表干/mins 14 27 20 23 GB-T.1728-79
正冲/(kg.cm) <30 >50 >45 >50 GB/T1732-1993
打磨马口铁附着力/级 0 0 0 0
镀锌板附着力/级 NG 2 0 1 GB-T.9286-1998
不锈钢板附着力/级 NG NG 1 NG
1d F 2B HB 2B
铅笔硬度 4d H F F HB GB/T.6739-2006
(三菱)
7d 2H H H F
0h 0 0 0 0
1h 0 0 0 0
活化期附着力 35℃/53%RH,底材打磨马口铁。附
/级 2h 1 0 0 0 着力测试标准:GB-T.9286-1998
3h 2 1 0 1
4h 3 2 1 2
碳钢板耐盐雾 140h.板面起 360h.划叉扩 240h.划叉扩 400h.划叉扩
(45-50微米) 小泡 蚀2mm 蚀2mm 蚀2mm ASTM.B117-1788
(备注:耐盐雾测试干燥条件为70℃×4hrs)
表5 3EC164W配不同环氧树脂清漆性能检测对比
性能检测 3EE101W 3EE102W 3EE104W 检测方法
表干(指触法) 30.mins 55.mins 25.mins GB-T.1728-79
喷砂板附着力 0级 0级 0级 GB-T.9286-1998
24H铅笔硬度 2B <3B 2B GB/T.6739-2006
碳钢板耐盐雾 100h 172h 144h
(45-50微米) 划叉扩蚀2mm 划叉扩蚀2mm 划叉扩蚀2mm ASTM.B117-1788
(备注:耐盐雾测试干燥条件为70℃×4hrs)
0 慧聪涂料网 www.coatings.hc360.com