
Page 123 - 2019表面处理年鉴
P. 123
展 会 特 刊
料供应商的TDS文件进行控制。喷涂厚度:1~5.μm。 置240.h,然后标准环境下垂直存放1.h后,立即进行评
喷涂方式:机械手自动喷涂或手工喷涂。主要设备:防 价,要求外观无异常,无起雾。再在标准环境中存放24.
雾涂装线 h后进行附着性能检测,按照标准判定级别要求Gt0。
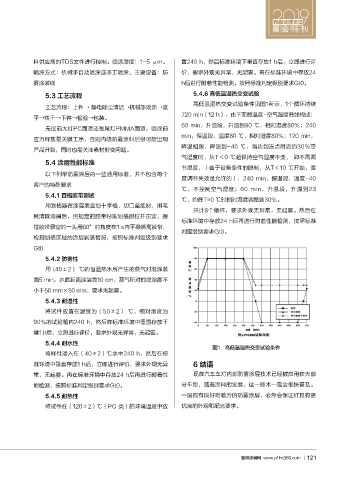
5.3 工艺流程 5.4.6 高低温湿热交变试验
高低温湿热交变试验条件见图1所示,1个循环持续
工艺流程:上件→.静电除尘清洁→机械手喷涂→流
720.min(12.h),由下面的温度-空气湿度曲线构成:
平→烘干→下件→检验→包装。
60.min,升温段,升温到80.℃,相对湿度80%;240.
无论前大灯PC面罩还是尾灯PMMA面罩,喷涂前
min,保温段,温度80.℃,相对湿度80%;120.min,
应力释放是关键工序,否则内喷防雾涂料后很可能出现
降温相段,降温到-40.℃,当达到冻点附近约30%空
产品开裂,同时也需关注素材形变问题。
气湿度时,从T<0.℃起保持空气湿度不变,.即不再调
5.4 涂层性能标准
节湿度,(由于设备条件的限制,从T<10.℃开始,湿
以下列举防雾涂层的一些通用标准,并不包含每个
度调节失效是允许的);240.min,保温段,温度-40.
客户的特殊要求
℃,不控制空气湿度;60. min,升温段,升温到23.
5.4.1 百格胶带测试
℃,约在T=0.℃时相对湿度调整到30%。
用划格器在涂层表面划十字格,切口至底材,用毛
共计8个循环,要求外观无异常,无起雾。然后在
刷清除漆屑后,用规定的胶带粘贴划格部位并压实,握
标准环境中存放24.h后再进行附着性能检测,按照标准
住胶带悬空的一头用60°的角度在1.s内平稳撕离胶带,
判定级别要求Gt0。
检测划格区域的涂层剥落情况,按照标准判定级别要求
Gt0
5.4.2 防雾性
用.(40±2).℃的恒温热水所产生的蒸气对准涂装
面5.min,水面距离涂装面10.cm,蒸气所对的喷涂面不
小于50.mm×50.mm,要求无起雾。
5.4.3 耐湿性
将试件放置在温度为(50±2). ℃、相对湿度为
90%的试验箱内240.h,然后在标准环境中垂直存放干
燥1.h后,立即进行评价,要求外观无异常,无起雾。
5.4.4 耐水性
图1 高低温湿热交变试验条件
将样件浸入在(40±2)℃水中240.h,然后在标
准环境中垂直存放1.h后,立即进行评价,要求外观无异 6 结语
常,无起雾。再在标准环境中存放24.h后再进行附着性 现在汽车车灯内部防雾涂层技术已经被应用在大部
能检测,按照标准判定级别要求Gt0。 分车型,随着涂料的发展,这一技术一定会很快普及。
5.4.5 耐热性 一层具有良好附着力的防雾涂层,必然会保证灯具有更
将试件在(120±2)℃(PC.类)的环境温度中放 优良的外观和配光要求。
慧聪涂装网 www.pf.hc360.com