
Page 165 - 2018表面处理年鉴
P. 165
展·会·特·刊
液主要是无铬钝化类型,没有重金属铬,大大减少了对 喷涂电压不宜太大,否则容易出现静电花,影响外观流
环境的污染。 平性。喷涂工艺参数如表11所示。铝轮毂罩光用透明粉
经过喷淋前处理后,经过烘烤炉烘烤,一般在 末涂料通常在180.℃下固化10~15.min。
100~120℃下烘烤5~10min。
(2)喷涂底粉
经过前处理的铝轮毂经过链条运输,到达喷涂车
间喷涂铝轮毂底粉。采用静电喷涂方法,流平极佳的铝
轮毂底粉良好地涂覆到铝轮毂粗糙表面,经过烘烤炉烘
烤,将凸凹不平的铝轮毂毛坯变为镜面流平效果。
(3)喷涂色漆
喷涂底粉后的铝轮毂经过打磨处理,进入色漆喷涂
车间,喷涂色漆,经过固化炉烘烤,得到涂覆有色漆的
铝轮毂。
(4)精车加工
对于一些套色轮型,往往需要经过精车工艺,将表
层的部分区域涂层在车削加工车间精车处理,得到精车
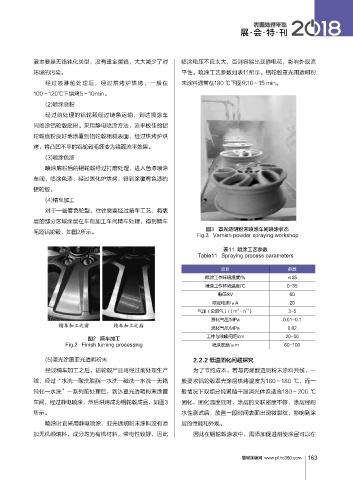
毛坯铝轮毂,如图2所示。 图3 罩光透明粉末喷涂车间喷涂状态
Fig.3 Varnish powder spraying workshop
表11 喷涂工艺参数
Table11 Spraying process parameters
项目 参数
喷涂工作环境湿度/% ≤85
喷涂工作环境温度/℃ 0-35
电压/kV 60
限定电流/μA 20
3
-1
气压(总进气)/(m ·h ) 3-5
雾化气压/MPa 0.01-0.1
流化气压/MPa 0.02
图2 精车加工 工件与喷嘴间距/cm 20-30
Fig.2 Finish turning processing 喷涂厚度/μm 60-100
(5)罩光涂覆亚光透明粉末 2.2.2 低温固化问题探究
经过精车加工之后,铝轮毂产品再经过前处理生产 为了节约成本,若与丙烯酸透明粉末涂料共线,一
线,经过“水洗—酸洗脱脂—水洗—碱洗—水洗—无铬 般要求铝轮毂罩光涂层烘烤温度为160~180.℃,而一
钝化—水洗”一系列前处理后,到达罩光透明粉末涂覆 般情况下双组分纯聚酯干混消光体系适合180~200.℃
车间,经过静电喷涂,然后烘烤成为铝轮毂成品,如图3. 固化,固化温度低时,涂层的交联密度不够,涂层经耐
所示。 水性测试后,放置一段时间表面出现微裂纹,影响到涂
喷涂时宜采用静电喷涂,亚光透明粉末涂料没有添 层的性能和外观。
加无机颜填料,成分均为有机材料,带电性较好,因此 因此在铝轮毂涂装中,需添加促进剂使涂层可以在
慧聪涂装网 www.pf.hc360.com