
Page 157 - 2018表面处理年鉴
P. 157
展·会·特·刊
糙度一般可达Ra0.63~0.01微米;当采用非油脂性的消 这一过程能改善金属表面的微观几何形状,降低金属表
光抛光剂时,可对光亮表面消光以改善外观。针对不同 面的显微粗糙程度,从而达到使零件表面光亮的目的。
的抛光过程:粗抛(基础抛光过程),中抛(精加工过程)和 化学抛光,是金属零件在特定条件下的化学浸蚀。在这
精抛(上光过程),选用合适的抛光轮可以达到最佳抛光 一浸蚀过程中,金属表面被溶液浸蚀和整平,从而获得
效果,同时提高抛光效率。 了比较光亮的表面。
② 喷砂、喷丸 汽车常用表面处理工艺介绍:
利用高速砂流的冲击作用清理和粗化基体表面的
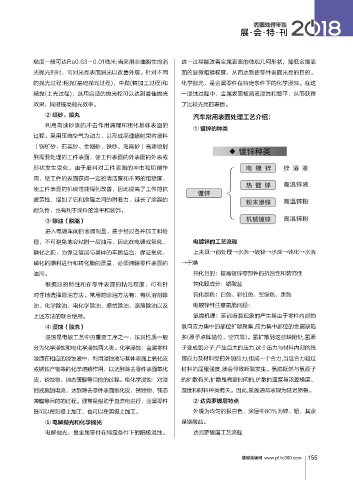
① 镀锌的种类
过程。采用压缩空气为动力,以形成高速喷射束将喷料
(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射
到需要处理的工件表面,使工件表面的外表面的外表或
形状发生变化,由于磨料对工件表面的冲击和切削作
用,使工件的表面获得一定的清洁度和不同的粗糙度,
使工件表面的机械性能得到改善,因此提高了工件的抗
疲劳性,增加了它和涂层之间的附着力,延长了涂膜的
耐久性,也有利于涂料的流平和装饰。.
③ 除油(脱脂)
进入电镀车间的金属制品,由于经过各种加工和处
理,不可避免地会粘附一层油污,因此在电镀或氧化、 电镀锌的工艺流程
磷化之前,为保证镀层与基体的牢固结合;保证氧化、 上夹具→前处理→水洗→镀锌→水洗→钝化→水洗
磷化的顺利进行和转化膜的质量,必须清除零件表面的 →干燥
油污。 钝化目的:提高镀锌零部件的抗蚀性和装饰性
根据油的特性和在零件表面的粘污程度,可有针 钝化膜成分:铬酸盐
对性地选择除油方法。常用的除油方法有:有机溶剂除 钝化颜色:白色、彩虹色、军绿色、黑色
油、化学除油、电化学除油、擦拭除油、滚筒除油以及 电镀锌件注意氢脆问题:
上述方法的联合使用。 氢脆机理:延迟断裂现象的产生是由于零件内部的
④ 浸蚀(酸洗) 氢向应力集中的部位扩散聚集,应力集中部位的金属缺陷
浸蚀是电镀工艺中的重要工序之一,按其性质一般 多(原子点阵错位、空穴等)。氢扩散到这些缺陷处,氢原
分为化学浸蚀和电化学浸蚀两大类。化学浸蚀:金属零件 子变成氢分子,产生巨大的压力,这个压力与材料内部的残
浸渍在相应的浸蚀液中,利用浸蚀液与基体表面上氧化皮 留应力及材料受的外加应力,组成一个合力,当这合力超过
或锈蚀产物等的化学溶解作用,以达到除去零件表面氧化 材料的屈服强度,就会导致断裂发生。氢脆既然与氢原子
皮、锈蚀物、钝态薄膜等目的的过程。电化学浸蚀:对浸 的扩散有关,扩散是需要时间的,扩散的速度与浓差梯度、
蚀液施加电流,达到除去零件表面氧化皮、锈蚀物、钝态 温度和材料种类有关。因此,氢脆通常表现为延迟断裂。
薄膜等目的的过程。通常是借助于直流电进行,金属零件 ② 达克罗镀层特点
既可以在阳极上加工,也可以在阴极上加工。 外观为均匀的银白色,涂层中80%为锌、铝,其余
⑤ 电解抛光和化学抛光 是铬酸盐。
电解抛光,是金属零件在特定条件下的阳极浸蚀。 达克罗镀层工艺流程
慧聪涂装网 www.pf.hc360.com